ESTEVES Ekstrüzyon Kalıpları
Esteves Group, uzun yıllardır kablo ve tel endüstrisine doğal elmas ve tungsten karbürden ekstrüzyon malzemeleri ( ayna ve nipel ) tedarik etmektedir. Müşterilerimizin üretim süreçlerinde sürekli iyileştirmeye gitmeleri ve artan gereksinimleri, Esteves’in en yüksek kalitede ürünler geliştirmesini sağlamaktadır. Dolayısıyla yenilenen teknolojiler ile birlikte PCD elmas ile de nipel üretilmeye başlanmıştır. Ø 3,6 mm çapına kadar nipel uçları üretilirken PCD elmaslar kullanılabilmektedir.
Esteves Group’un gelişmesinde öncülük ettiği sinterleme teknolojisi ve eş merkezlilik hassasiyeti ile 0,0025 mm tolerans sağlanması, kablo üretimi sırasında ürünlerinize en yüksek performansı sunmaktadır.
Ayna ve Nipel Üretim Süreci
Ekstruzyon ayna ve nipelleri, üretim süreci boyunca kritik bir önem arz etmekte olup yapısı ve materyalleri ile birlikte tel izolasyonunun kalitesini etkilemektedir.
Yalıtım işleminde en önemli etkenlerden biri üretim hızıdır. Esteves Group, yalıtım akışına yardımcı olmak için her zaman yüksek dirençli ve homojen malzemeler – özel olarak işlenmiş çelik veya birinci sınıf T/C – kullanmaktadır. Böylelikle yüksek düzeyde de parlaklık sağlanmaktadır.
-Uç Yerleştirme
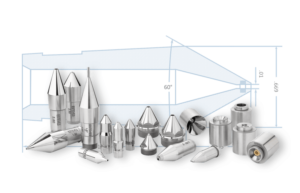
Kesici uçların yerleştirilmesi, nipelin sonlandığı yere en yakın mesafe de (sadece 0,7 mm / 0,273 ”), olmalıdır. Bu sayede kırılmalar önlenerek telin mükemmel bir şekilde yönlendirilmesi sağlanır.
-Keskin kenar yoktur
Kablo kopmalarını önlemek için gereklidir.
-Hassas eş merkezlilik
Bu en önemli parametrelerden biridir. Yalıtım malzemesi içerisinde telin mükemmel şekilde ortalanmasını garanti eder. Bu tolerans değeri (0.0025mm / .0001 ”), ekstrüzyon takımlarımızın kalitesindeki anahtarlardan biridir.
-Markalama
Markalama ise, çapı ve müşterinin belirlediği diğer önemli detaylar ile birlikte yüksek çözünürlüklü lazer markalama ile yapılmaktadır.
Öneriler ve Avantajlar
- 1,90 mm’den (0,00 inç) daha küçük çaplar için doğal elmas (uçlar) kullanılır.
- Son kullanıcı üründeki en iyi tutarlılığı ND uçlar kullanıldığında elde eder. Bu sayede ekstrüzyon aynası daha az aşınmaya maruz kalır ve kabloda da eş merkezlilik daha uzun süre sağlanmış olur.
- Doğal elmas uçlu ekstruzyon aynalarının ömrü, tungsten karbür veya katı karbür uçlu aynalardan 2-4 kat daha uzundur. Üstelik böyle bir avantaj sağladığı halde fiyatı aynı oranında pahalı değildir.
- Doğal elmas uç kullanmanın iki belirgin avantajı vardır. T / C uçlarla ile karşılaştırıldığında, metre başına % 25’lik bir maliyet tasarrufu elde edilebilir. Daha uzun ömürlü olması sayesinde daha az stoğa ihtiyaç duyarsınız.Daha uzun ömür, makinenin durma süresinin azalması anlamına gelir. Tungsten karbür uçlar kullanıldığında olduğu gibi setleri değiştirmeye gerek yoktur. Dolayısıyla doğal elmas uçlar ile kesintisiz yani daha fazla üretim yapmış olursunuz.
- PCD uçlu ekstrüzyon aynalarının kullanım ömrü, tungsten karbürlü olandan yaklaşık 6 kat daha uzundur. PCD uçlu aynalar statik elektrikten tamamen izole edilmiş düz çizgi çekme-ekstrüzyon makineleri ile çalışır. Uygulaması zordur ve bu nedenle çok yaygın değildirler.
Ekstrüzyon Araçları Bakımı
Uygun bir şekilde yapılan takım bakımı ve temizliği para tasarrufu sağlar ve bu nedenle önemli bir işlemdir. Aşağıda belirtilen Esteves önerileri, takım ömrünü uzatmaya ve bir sonraki kullanımlar için korumaya yöneliktir.
Bakım önerileri
- Üretim bir süre durduğunda, ayna ve nipeli extrüzyon kafasından kaplama malzemesi katılaşmadan önce çıkarın.
- Aynayı ekstrüzyon kafasından çıkarmak için doğru prosedür, teli kesmek ve nipelin içerisinde küçük bir parça bırakmaktır. Bu sayede akışkan kaplama malzemesinin girmesini önlenecektir.
- Takımları ekstrüzyon kafasından sökerken, ASLA doğrudan çekiç veya ağır bir malzeme ile vurmayın. Yumuşak bir malzeme kullanarak (naylon, tahta, vb.) ve uçlardan kaçınarak sökmeye çalışın. Ekstrüzyon kafasından çıkardığınızda aletleri yerleştirmek için bir güvenlik tepsisi kullanın.
- Nipel makinenin dışına çıktığında, kabloyu ekstrüzyon hattının yönüne doğru çekin.
- Yalıtım malzemesini hala sıcak ve yumuşakken aletten çıkarmaya çalışın. Bir tel fırça kullanabilirsiniz, ancak fırçayı iz bırakmayacak şekilde dikkatli kullanın.
- Yalıtım malzemesi soğuduğunda ve sertleştiğinde, kontrollü bir sıcaklıkta (200º – 250º C) araçları ısıtmak bir çözüm olabilir. Takımların yapısına (montaj, kaynak, uç, vb.) ciddi şekilde zarar verebileceğinden asla direk bir ateşe maruz bırakmayın.
- Yalıtım malzemesi çıkarıldıktan sonra, ekstrüzyon aletlerini su ve yıkama sıvısı kullanarak ultrasonik bir temizleme makinesinde temizleyin.
- Aleti dikkatlice kurulayın, tüm su izlerini giderin ve aleti yağlayıcı yağıyla kaplayın.
- Bir sonraki uygulamanızda kullanmak üzere, temiz ve yağlanmış aletleri güvenli bir yerde saklayın (tahta sandık, tüpler, vs.).
Ekstrüzyon Takımları Nasıl Sipariş Verilir
- mm / inç cinsinden delik çapı ve uygulamanız için gerekli olan miktar
- Müşteri tarafından sağlanacak çizim
- Ekstrüde edilecek malzeme (PVC, PE, kauçuk vb.)
- Uçlar için tercih edilen malzeme (değilse en uygun olanı önereceğiz)
Nipel Türleri
- Çelik gövdeli doğal elmas uç
- Çelik gövdeli tungsten karbür uç
- Çelik gövdeli PCD (statik elektrik kıvılcımı riski)
- Katı tungsten karbür
- Katı sertleştirilmiş çelik veya özel çelik alaşımları
Ayna Türleri
- % 100 tungsten karbür
- Çelik gövde tungsten karbür uç
- Çelik gövde seramik uç
- Katı sertleştirilmiş çelik veya özel çelik alaşımlar.
Esteves ekstrüzyon takımlarınız için en uygun malzemeyi seçerken sizlere memnuniyetle rehberlik eder. Çizim mevcut değilse bile uygulamanızda kullanmış olduğunuz ayna ve nipelleri Esteves’e göndererek sizin için en uygun olanı sağlamak için çalışırız.
Daha fazla bilgi için ![]() WEB Sayfasına gidiniz
WEB Sayfasına gidiniz